

How to Make an Ammeter – Contributed by George Heimroth, Richmond Hill, L. I. / / Excerpt from the book: THE BOY MECHANIC VOLUME I – 700 THINGS FOR BOYS TO DO WITH 800 ILLUSTRATIONS 1913, BY H. H. WINDSOR CHICAGO POPULAR MECHANICS CO. PUBLISHERS
- – – –
The outside case of this instrument is made of wood taken from old cigar boxes with the exception of the back. If carefully and neatly made, the finished instrument will be very satisfactory.
The measurements here given need not be strictly followed out, but can be governed by circumstances.
The case should first be made and varnished and while this is drying, the mechanical parts can be put together.
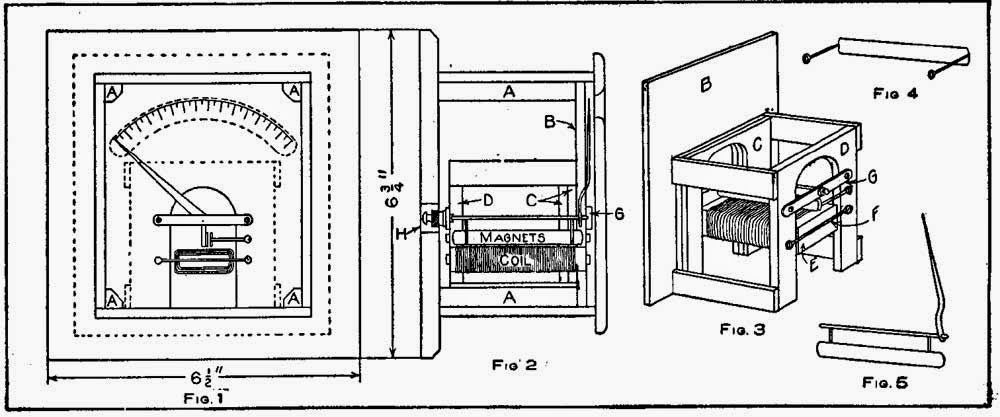
Details of an Ammeter
The back is a board 3/8 in. thick, 6-1/2 in. wide and 6-3/4 in. long. The outer edges of this board are chamfered.
The other parts of the case are made from the cigar box wood which should be well sandpapered to remove the labels. The sides are 3-1/4 in. wide and 5 in. long; the top and bottom, 3-1/4 in. wide and 4-1/2 in. long.
Glue a three cornered piece, A, Fig. 1, at each end on the surface that is to be the inside of the top and bottom pieces. After the glue, is set, fasten the sides to the pieces with glue, and take care that the pieces are all square.
When the glue is set, this square box is well sandpapered, then centered, and fastened to the back with small screws turned into each three-cornered piece.
The front, which is a piece 5-1/4 in. wide and 6-1/2 in. long, has a circular opening cut near the top through which the graduated scale may be seen.
This front is centered and fastened the same as the back, and the four outside edges, as well as the edges around the opening, are rounded. The whole case can now be cleaned and stained with a light mahogany stain and varnished.
Cut another piece of board, B, Figs. 2 and 3, to just fit inside the case and rest on the ends of the three-cornered pieces, A, and glue to this board two smaller pieces, C, 3 in. square, with the grain of the wood in alternate directions to prevent warping.
All of these pieces are made of the cigar box wood. Another piece, D, 3/8 in. thick and 3 in. square, is placed on the other pieces and a U-shaped opening 1-3/4 in. wide and 2-1/2 in. high sawed out from all of the pieces as shown. The piece D is attached to the pieces C with four 1/2-in. pieces 2-5/8 in. long.
A magnet is made from a soft piece of iron, E, about 3/8 in. thick, 1-1/4 in. wide and 2-3/4 in. long. Solder across each end of the iron a piece of brass wire, F, and make a turn in each end of the wires, forming an eye for a screw. These wires are about 2-1/2 in. long. Wind three layers of about No. 14 double cotton-covered copper wire on the soft iron and leave about 5 or 6 in. of each end unwound for connections.
The pointer is made as shown in Fig. 5 from 1/16-in. brass wire filed to make a point at both ends for a spindle. About 1/2 in. from each end of this wire are soldered two smaller brass wires which in turn are soldered to a strip of light tin 1/4 in. wide and 2-5/8 in. long. The lower edge of this tin should be about 1/2 in. from the spindle. The pointer is soldered to the spindle 1/4 in. from one end. All of these parts should be brass with the exception of the strip of tin. Another strip of tin, the same size as the first, is soldered to two brass wires as shown in Fig. 4. These wires should be about 1 in. long.
The spindle of the pointer swings freely between two bars of brass, G, 1/16 in. thick, 1/4 in. wide and 2-1/2 in. long. A small hole is countersunk in one of the bars to receive one end of the spindle and a hole 1/8 in. in diameter is drilled in the other and a thumb nut taken from the binding-post of an old battery soldered over the hole so the screw will pass through when turned into the nut.
The end of the screw is countersunk to receive the other end of the spindle. A lock nut is necessary to fasten the screw when proper adjustment is secured. A hole is drilled in both ends of the bars for screws to fasten them in place.
The bar with the adjusting screw is fastened on the back so it can be readily adjusted through the hole H, bored in the back. The pointer is bent so it will pass through the U-shaped cut-out and up back of the board B. A brass pin is driven in the board B to hold the pointer from dropping down too far to the left. Place the tin, Fig. 4, so it will just clear the tin, Fig. 5, and fasten in place.
The magnet is next placed with the ends of the coil to the back and the top just clearing the tin strips. Two binding screws are fitted to the bottom of the back and connected to the extending wires from the coil.
The instrument is now ready for calibrating. This is done by connecting it in series with another standard ammeter which has the scale marked in known quantities. In this series is also connected a variable resistance and a battery or some other source of current supply.
The resistance is now adjusted to show .5 ampere on the standard ammeter and the position of the pointer marked on the scale. Change your resistance to all points and make the numbers until the entire scale is complete.
When the current flows through the coil, the two tinned strips of metal are magnetized, and being magnetized by the same lines of force they are both of the same polarity. Like poles repel each other, and as the part Fig. 4 is not movable, the part carrying the pointer moves away.
The stronger the current, the greater the magnetism of the metal strips, and the farther apart they will be forced, showing a greater defection of the pointer.



